
Перавагі і абмежаванні ліцця пад ціскам
Перавагі ліцця пад ціскам перад ліццём пад ціскам абмяркоўваюцца з таго часу, як папярэдні працэс быў упершыню ўведзены ў 1930-х гадах. Гэты метад мае як перавагі, так і абмежаванні, і гэта, у першую чаргу, залежыць ад патрэб. Вытворцы арыгінальнага абсталявання (OEM) і іншыя спажыўцы, якія выкарыстоўваюць літыя дэталі для вытворчасці сваёй прадукцыі, шукаюць такія фактары, як якасць, даўгавечнасць і даступнасць пры выбары літых дэталяў, якія найлепшым чынам адпавядаюць іх патрэбам.
ШТО ТАКОЕ ЛІЦЦЁ ПАД ТРЫСКАМ?
Ліццё пад ціскам — гэта метад стварэння гатовых дэталяў або вырабаў шляхам уціскання расплаўленага пластыка ў форму і яго зацвярдзення. Выкарыстанне гэтых дэталяў вар'іруецца гэтак жа шырока, як і разнастайнасць вырабаў, якія вырабляюцца ў выніку гэтага працэсу. У залежнасці ад выкарыстання, літыя пад ціскам дэталі могуць важыць ад некалькіх унцый да соцень ці тысяч фунтаў. Іншымі словамі, ад камп'ютэрных дэталяў, бутэлек з-пад газіроўкі і цацак да дэталяў для грузавікоў, трактароў і аўтамабіляў.
ШТО ТАКОЕ ЛІЦЦЁ ПАД ЦІРКУ
Ліццё пад ціскам — гэта вытворчы працэс атрымання металічных дэталяў з дакладнымі памерамі, выразна акрэсленымі, гладкімі або тэкстураванымі паверхнямі. Ён ажыццяўляецца шляхам уціскання расплаўленага металу пад высокім ціскам у шматразовыя металічныя формы. Працэс часта апісваецца як найкарацейшая адлегласць паміж сыравінай і гатовым вырабам. Тэрмін «ліццё пад ціскам» таксама выкарыстоўваецца для апісання гатовай дэталі.
ЛІЦЦЁ ПЛАСТЫКАЎ ПАД ТРЫСКАМ СУПРАЦЬ ЛІЦЦЯ ПАД ЦІСКАЙ
Метад ліцця пад ціскам першапачаткова быў заснаваны на ліцці пад ціскам, падобнай працэдуры, пры якой расплаўлены метал заліваецца ў форму для вырабу дэталяў для вытворчай прадукцыі. Аднак, замест выкарыстання пластыкавых смол для вырабу дэталяў, пры ліцці пад ціскам у асноўным выкарыстоўваюцца каляровыя металы, такія як цынк, алюміній, магній і латунь. Нягледзячы на тое, што практычна любую дэталь можна адліць з любога металу, алюміній стаў адным з самых папулярных. Ён мае нізкую тэмпературу плаўлення, што робіць яго лёгка гнуткім для ліцця дэталяў. Штампы мацнейшыя за формы, якія выкарыстоўваюцца ў працэсе ліцця пад ціскам, каб вытрымліваць ін'екцыі пад высокім ціскам, які можа складаць 30 000 фунтаў на квадратны дюйм і больш. Працэс высокага ціску стварае трывалую, дробную структуру з трываласцю на стомленасць. З-за гэтага ліццё пад ціскам выкарыстоўваецца ў розных сферах, ад рухавікоў і дэталяў рухавікоў да гаршкоў і патэльняў.
Перавагі ліцця пад ціскам
Ліццё пад ціскам ідэальна падыходзіць, калі вашай кампаніі патрэбныя трывалыя, даўгавечныя, масава вырабляныя металічныя дэталі, такія як размеркавальныя скрынкі, поршні, галоўкі цыліндраў і блокі рухавікоў, або прапелеры, шасцярні, ўтулкі, помпы і клапаны.
Моцны
Трывалы
Лёгка вырабляць масава
Абмежаванні ліцця пад ціскам
Тым не менш, можна сцвярджаць, што, нягледзячы на свае перавагі, гэты метад мае шэраг абмежаванняў, якія варта ўлічваць.
Абмежаваныя памеры дэталяў (максімум каля 24 цаляў і 75 фунтаў).
Высокія пачатковыя выдаткі на абсталяванне
Кошты на метал могуць істотна вагацца
Адходы павялічваюць выдаткі на вытворчасць
Перавагі ліцця пад ціскам
Перавагі ліцця пад ціскам набылі папулярнасць з гадамі дзякуючы перавагам, якія яно прапануе ў параўнанні з традыцыйнымі метадамі ліцця пад ціскам. У прыватнасці, велізарная колькасць і разнастайнасць недарагіх і даступных вырабаў, якія вырабляюцца з пластмас сёння, практычна бязмежныя. Існуюць таксама мінімальныя патрабаванні да аздаблення.
Лёгкі
Ударатрывалы
Устойлівы да карозіі
Цеплаўстойлівы
Нізкі кошт
Мінімальныя патрабаванні да аздаблення
Дастаткова сказаць, што выбар метаду ліцця будзе ў канчатковым выніку вызначацца спалучэннем якасці, неабходнасці і прыбытковасці. У кожнага метаду ёсць свае перавагі і абмежаванні. Які метад выкарыстоўваць — ліццё па метале, традыцыйнае ліццё пад ціскам або ліццё пад ціскам для вытворчасці дэталяў — будзе вызначацца патрэбамі вашага вытворцы арыгінальнага абсталявання.
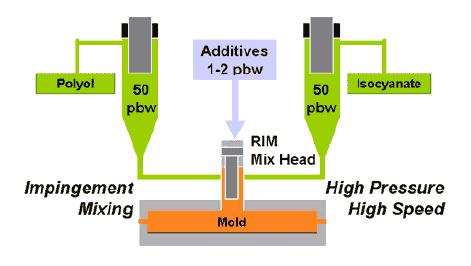
Кампанія Osborne Industries, Inc. выкарыстоўвае працэс рэакцыйнага ліцця пад ціскам (RIM) у параўнанні з традыцыйнымі метадамі ліцця пад ціскам з-за яшчэ больш нізкіх выдаткаў, даўгавечнасці і гнуткасці вытворчасці, якія гэты метад прапануе вытворцам арыгінальнага абсталявання (OEM). Ліццё пад ціскам (RIM) падыходзіць для выкарыстання тэрмапластаў у адрозненне ад тэрмапластаў, якія выкарыстоўваюцца ў традыцыйным ліцці пад ціскам. Тэрмапласты лёгкія, выключна трывалыя і ўстойлівыя да карозіі, і асабліва ідэальна падыходзяць для дэталяў, якія выкарыстоўваюцца ў экстрэмальных тэмпературах, пры высокіх тэмпературах або ў высокаагрэсіўных умовах. Выдаткі на вытворчасць дэталяў з дапамогай RIM таксама нізкія, нават пры сярэдніх і малых аб'ёмах вытворчасці. Адной з галоўных пераваг рэакцыйнага ліцця пад ціскам з'яўляецца тое, што яно дазваляе вырабляць буйныя дэталі, такія як прыборныя панэлі аўтамабіляў, верх вежаў хлоркалектараў або крылы грузавікоў і прычэпаў.
Час публікацыі: 05 чэрвеня 2020 г.